散热器分类
相关新闻
新闻内容
您当前所在位置:镇江新区宏图散热器厂 >> 新闻中心 >> 常见问题
插片式散热器知识专题插片式散热器是用来干什么的?插片式散热器主要适用于电子元器件、机械、工程、电器、设备等产生热量的部件进行热量的传递,以达到降低散热部件的工作温度,预防因高温对部件本身造成损坏,从根本上提高流经散热器的空气流速和流量,以提高散热能力的辅助部件。
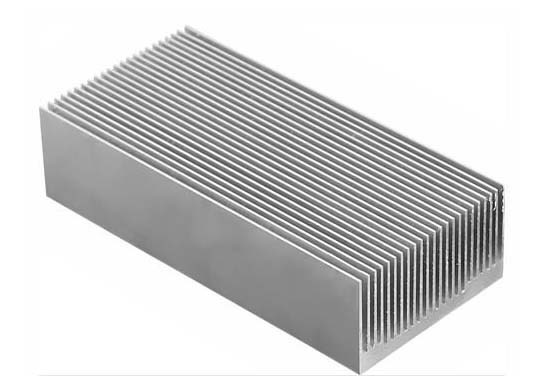
插片式散热器图片
加工步骤1.插片式散热器地板型材应采用高密齿和舌比大的加工模具。
2.需要对模具进行测试,要调整好挤压中心,挤压轴、盛锭筒和模座出料口在一条中心线上,在试模或生产前,必须用清缸垫清理干净盛锭筒内胆,并查看挤压机空运行是否正常。
3.热加工坯料需要将铝材的加热温度保证在500摄氏度左右(冷加工可使用自动加工中心来进行操作,但操作量较大,生产效率较低)。
4.模具加热温度按常规模具温度,控制在480℃左右,直径200mm以下的平模保温时间不得少于2小时,如果是分流模保温在3小时以上;直径大于200mm以上的模具保温4-6小时,以保证模具芯部温度与外部温度的均匀。
5.试模或刚开始生产时,挤压机自动档关掉,各段开关归零位。从最小压力开始慢慢的起压,出料大概3-5分钟,铝填充过程时主要控制好压力。压力控制在100Kg/cm2以内,电流表数据为2-3A以内,一般80-120Kg/cm2可以出料,之后才可慢慢的加速,正常生产时挤压速度以压力小于120Kg/cm2为准。
6.模具在试模或生产过程中,如发现堵模、偏齿、快慢偏差太大等现象时要立刻停机,并以点退的方式卸模,避免模具报废。
7.经测试达标后,方可进行批量加工。
插片式散热器自身特点插片式散热器是插片散热器中一个重要的产品型号,每个插片与基座的焊接质量的好坏直接影响插片式散热器的质量和使用寿命。焊接工艺主要有填充物焊和本体焊,相对而言,本体焊的耐腐蚀性好,且有一道均匀焊疤,不需打磨;填充物焊的耐腐蚀性差,表面经打磨光滑平整。插片散热器通过阳极氧化后颜色会变成黑色,所以阳极氧化也叫黑色阳极,或者黑色氧化。插片式散热器的阳极氧化还可以增加产品的美观度,很多电子产品基板箱体都是黑色的,插片式散热器是黑色的就可以形成统一的色调,增加外形可视的美观度。
插片式散热器安装事项1、散热器效果优劣与安装工艺有密切关系,安装时应尽量增大功率器件与散热器的接触面积,降低接触热阻,提高传热效果。
2、需要在器件与散热器之间垫导热或绝缘垫片时,建议采用低热阻材料,如紫铜铂、铝铂或薄云母、聚脂薄膜。
3、当安装一个器件时,其安装孔(或组孔)置于散热器基面的中心(L/2)位置;当安装两个或两个以上螺旋板式换热器时其安装孔(或组孔)位置在散热器基面中心线上均布(L/2n)位置。
4、紧固器件时需保证螺钉扭力一致。
5、功率器件与散热器安装好后,不宜再对功率器件和散进行机械加工或整容,否则会产生应力,增加接触热阻热器。
6、单面肋片式散热器,适于在设备外部(如安装在机箱外部)作自然风冷,即利于功率器件的通风散热又可降低机内温升。
7、自然冷却时,应使散热器的断面平行于水平面的方向;强制风冷时,应使气流的流向平行于散热器的肋片方向。
插片式散热器常用的型号分类 目前所能见到的最常用的型号有:钢制插的、铝合金插片式散热器、铜质的、不锈钢式散热器、铜铝复合散热器、钢铝复合的等。
上一篇:铝合金型材散热器氧化工艺常见问题及解决方法 下一篇:电子散热器是用来干嘛的? 相关新闻
相关产品 |